



发布时间:2024-07-07 08:42:47 浏览次数:1 公司名称:[临夏]惠宁金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 8.5/kg |
| 发货期限 | 1-3 |
| 供货总量 | 8888888 |
| 运费说明 | 包邮 |
| 最小起订 | 1支 |
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 惠宁 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 工业等级 |
| 质保时间 | 1年 |
| 外形尺寸 | 齐全 |
| 适用领域 | 化工管道 |
| 是否进口 | 否 |
| 质量认证 | 已认证 |
| 产品功率 | 国标 |
| 工作温度 | 国标 |




临夏不锈钢焊管王青表示,实施“带押过户”主要是为了便利二手房交易,启动“带押过户”政策,体现了回应市场需求、便民利民的政策导向。与此同时,这也会间接扩大新建商品房市场需求。“带押过户”带来交易便利的同时,还存在一些风险点。王青认为,首先,对于卖房者来说,“带押过户”并不意味着免除了卖房者偿还房贷的责任——如果出售二手房所得款项不足以偿还存量房贷,卖房者还需通过其他方式筹措款项。对于买房者来说,“带押过户”降低了交易过程中的资金垫付风险,但仍需关注二手房本身是否存在限制交易等条款。其次,“带押过户”往往要涉及资金担保机构,需要签订新合同。买卖双方都要仔细检查具体合同条款,防止在新合同订立过程中出现新风险。其实,从2022年8月份开始,济南、广州等多个城市已经率先试点“带押过户”政策。中指研究院监测数据显示,截至目前,全国已有超139省市(县)开展二手房“带押过户”业务。“着眼于尽快引导房地产行业实现软着陆,未来会有更多城市跟进这项政策。3月底北京正式启动存量住房交易‘带押过户’模式,传递出政策面持续支持房地产需求释放的信号,在维护楼市回暖势头、提振市场信心方面具有更为重要的意义。
临夏不锈钢焊管集装箱市场:需求逐步回落,运价由高位运行到逐步恢复常态。据第三方机构2022年12月统计,全球集装箱船舶达到5690艘、2591万TEU,运力规模同比增长4.15%。在全球集装箱运输需求总体下滑、有效运力持续增长等因素影响下,2022年国际集装箱运价从高位持续回落。一季度,因境外港口拥堵和补库存需求,市场运价保持强劲态势,中国出口集装箱运价指数一季度均值为3444.33点,同比上涨75.6%,在2月11日达3587.91点,创下历史新高。此后随着境外港口拥堵缓解,有效运力持续释放,运价震荡下行。从三季度开始,欧美主干航线进口需求疲软,同时境外港口拥堵持续缓解,运价开始加速下行。2022年,中国出口集装箱运价指数年平均值为2792.14点,同比上涨6.8%。4.国际邮轮:因疫情影响,2022年进出我国境内港口的邮轮运输继续暂停。二、2023年航运市场展望(一)国内航运市场。1.沿海干散货不确定性增多,预计运价波动进一步放大。2023年,世界经济下行压力增大,国际市场需求不确定性增多。预计沿海煤炭运输市场整体船货较为平衡,随着“双碳”政策逐步推进,船舶更新换代可能提速,新老船舶能耗差异显现,对运价接受程度也逐渐异化,运价波动幅度将有所放大。
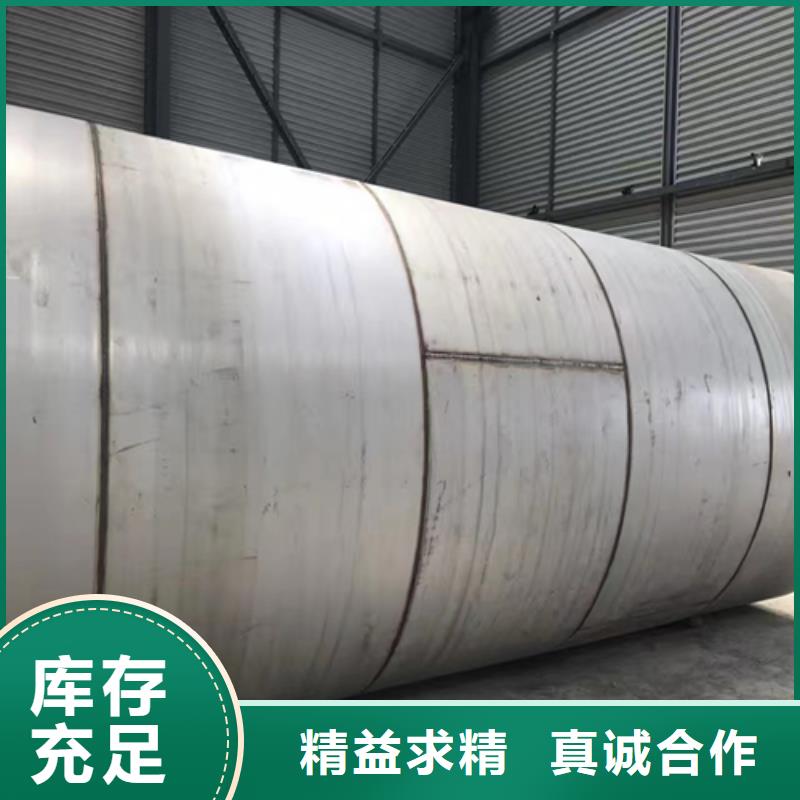
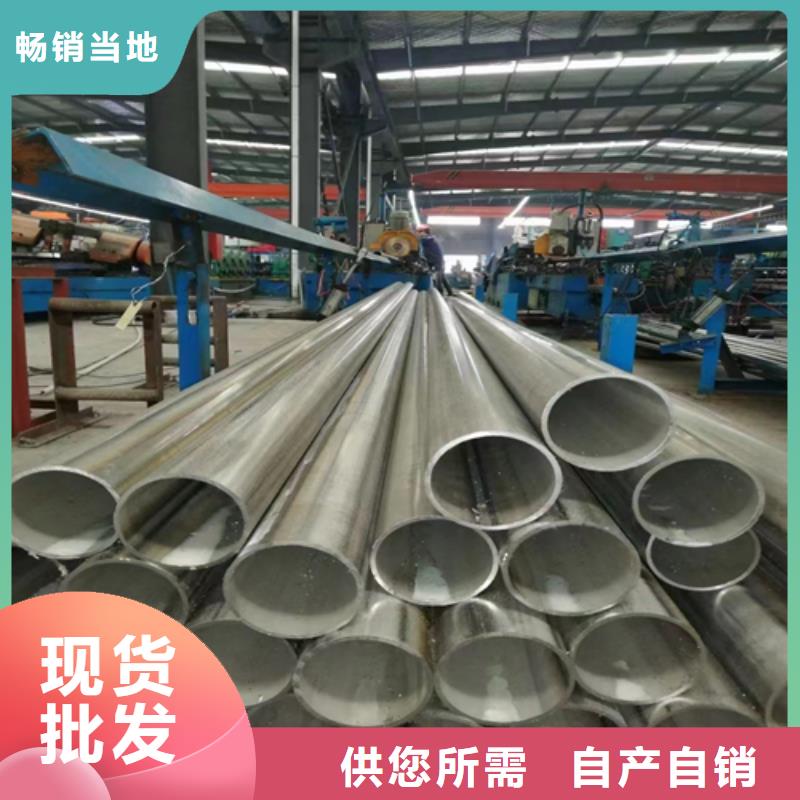
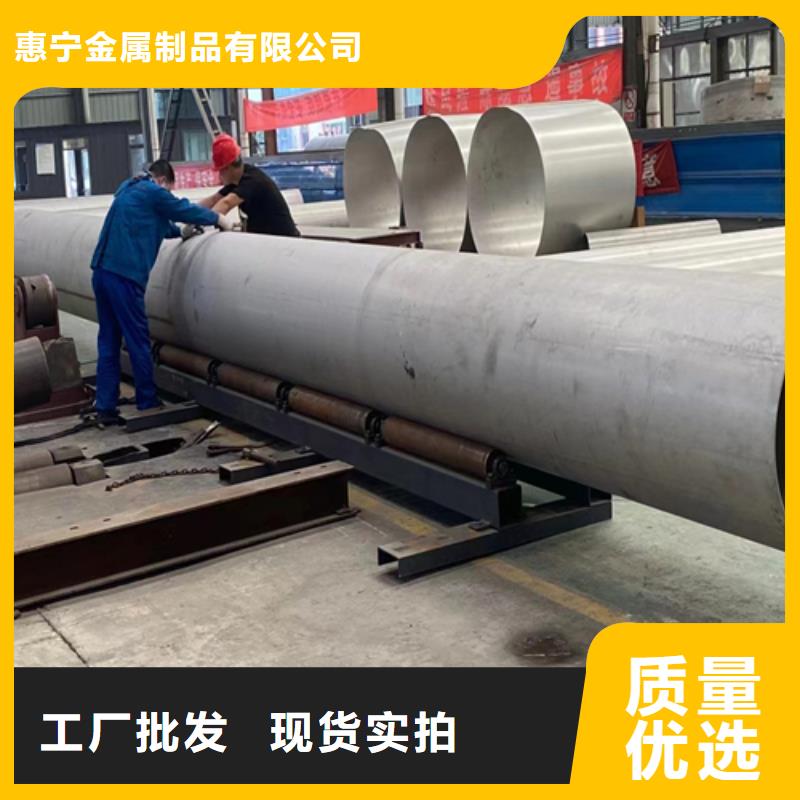
临夏不锈钢焊管 316L不锈钢工业焊管 承接管道工程表面处理(1)清理打磨:如有损伤应打磨,尤其与碳钢件接触造成的划伤和飞溅、割渣造成的损伤必须认真彻底地清理打磨干净。(2)机械抛光:要采用适当的抛光工具进行抛光,要求处理均匀一致,并避免过抛和再划伤。(3)除油除尘:不锈钢件在进行酸洗钝化前,必须按工艺清除油污、氧化皮、灰尘等杂物。(4)水喷砂处理:要根据不同的处理要求,选用不同的微玻璃珠、不同的工艺参数,并避免过喷等。(5)酸洗钝化:不锈钢件的酸洗钝化必须严格按工艺要求进行钝化。(6)清洗干燥:酸洗钝化后,应严格按工艺进行中和、冲洗、干燥,彻底清除残留的酸液。(7)保护:不锈钢件表面处理完毕后,应做好防护,避免人员抚摸和油污、灰尘等杂物的二次污染。(8)避免再加工:不锈钢件表面处理完毕后,应避免对该零部件或产品的再加工。
不锈钢的切削加工性
临夏不锈钢焊管 304大口径不锈钢焊管原子的排列并非完全有序的而是有许多微观缺陷。在拉应力的作用下氢向高应力区(缺陷部位)扩散聚集。当氢聚集到一定浓度时就会破坏金属中原子的结合键金属内就出现一些微观裂纹。应力不断作用氢不断地聚集微观裂纹不断地扩展直致发展为宏观裂纹断裂。决定冷裂纹的产生与否有一个临界的含氢量和一个临界的应力值o当接头内氢的浓度小于临界含氢量或所受应力小于临界应力时将不会产生冷裂纹(即延迟时间无限长)。在所有的裂纹中冷裂纹的危害性。 (3)防止冷裂纹的措施 a.采用低氢型碱性焊条严格烘干在100~150℃下保存随取随用。b.提高预热温度采用后热措施并保证层间温度不小于预热温度选择合理的焊接规